The difference between them can be summarized as follows: one is to "shape" the shape at high temperature, and the other is to "fine-tune" the performance at room temperature.
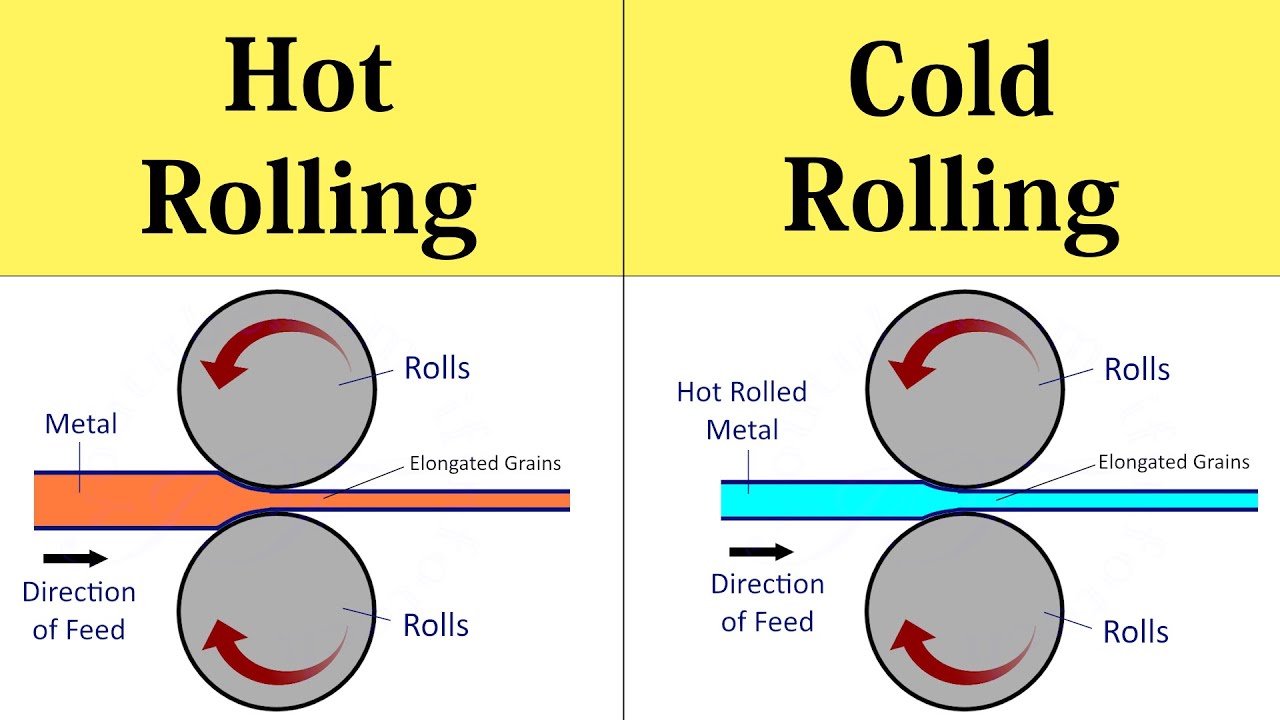
Hot rolling and cold drawing are two completely different metal plastic processing processes: Hot rolling involves heating a steel slab to a temperature above the recrystallization temperature and then shaping it through a die. While the finished product has low dimensional accuracy and a surface oxide scale, it also exhibits excellent toughness and low cost.
Cold drawing involves drawing steel through a die at room temperature. The finished product is dimensionalally precise, has a smooth surface, and is highly hard, but suffers from poor toughness, low production efficiency, and higher costs.
For example, imagine metalworking like kneading dough: Hot rolling is like warm dough that's been steamed in a steamer. It's very soft and can be easily shaped, but the surface is sticky and uneven (similar to scale), making it difficult to form the dough very thinly and precisely.
Cold drawing is like kneading cold dough. It requires considerable force to form it into a long, thin noodle (high strength), and the dough becomes harder and chewier with each kneading (work hardening). However, it can be kneaded to create a very uniform and smooth surface (high precision and finish). If the dough becomes too hard to knead, it must be returned to the steamer to warm it up (annealing), softening it before continuing to knead.
 Cold Drawing Hot RollingList of core differences between hot rolling and cold drawing:
Cold Drawing Hot RollingList of core differences between hot rolling and cold drawing:
| Comparison Dimension |
Hot Rolling |
Cold Drawing |
| Core Process Temperature |
Above recrystallization temperature (usually above 900°C) |
Room temperature (or below recrystallization temperature) |
| Processing Principle |
At room temperature (or below recrystallization temperature), plastic deformation is carried out by using rolling mills. |
Apply tensile force to metals at room temperature to force them to deform through dies. |
| Product Dimensional Accuracy |
Relatively low, with large dimensional tolerance. There is oxide scale on the surface. |
High, with precise dimensions and small tolerance. |
| Surface Quality |
Relatively poor. There is iron oxide scale on the surface, which is rough and grayish-brown. |
Extremely good. The surface is smooth and bright without oxide scale. |
| Mechanical Properties |
Lower strength and hardness, but better plasticity and toughness. |
Strength and hardness are significantly improved, but plasticity and toughness decrease (work hardening occurs). |
| Internal Structure |
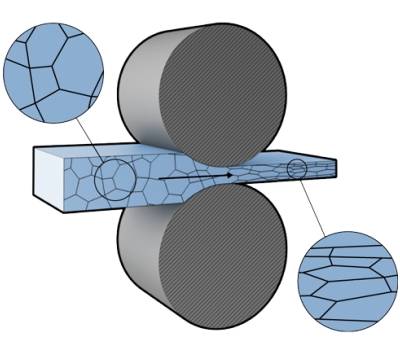
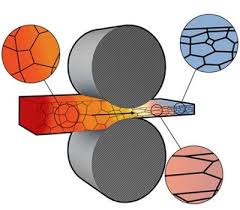
Form equiaxed grains, eliminate casting defects, but the grains are relatively coarse. |
Grains are elongated, twisted and refined, resulting in strong texture and work hardening. |
| Residual Stress |
Relatively small |
Relatively large. Annealing is usually required to eliminate it. |
| Material Deformation Capacity |
Extremely good. Large deformation processing is possible. |
Relatively poor. The deformation amount of each drawing is limited, otherwise it will be broken. |
| Main Products |
Steel plates, section steels (I-beams, channel steels), steel billets, thick-walled pipes, etc. |
High-precision steel wires, thin-walled steel pipes, small-diameter bars, high-strength bolts, etc. |
The above comparison shows that hot rolling focuses on high-volume, low-cost, and thick plate/large cross-section production, while cold drawing emphasizes high strength, precise dimensions, and a superior surface finish, and is often used in precision machinery and high-performance components.






